



asso99
-
Conteggio contenuto
131 -
Registrato
-
Ultima Visita
-
Giorni ottenuti
5
Tipo di contenuto
Profili
Forum
Gallery
Articles
Media Demo
Calendario
messaggi inviate da asso99
-
-
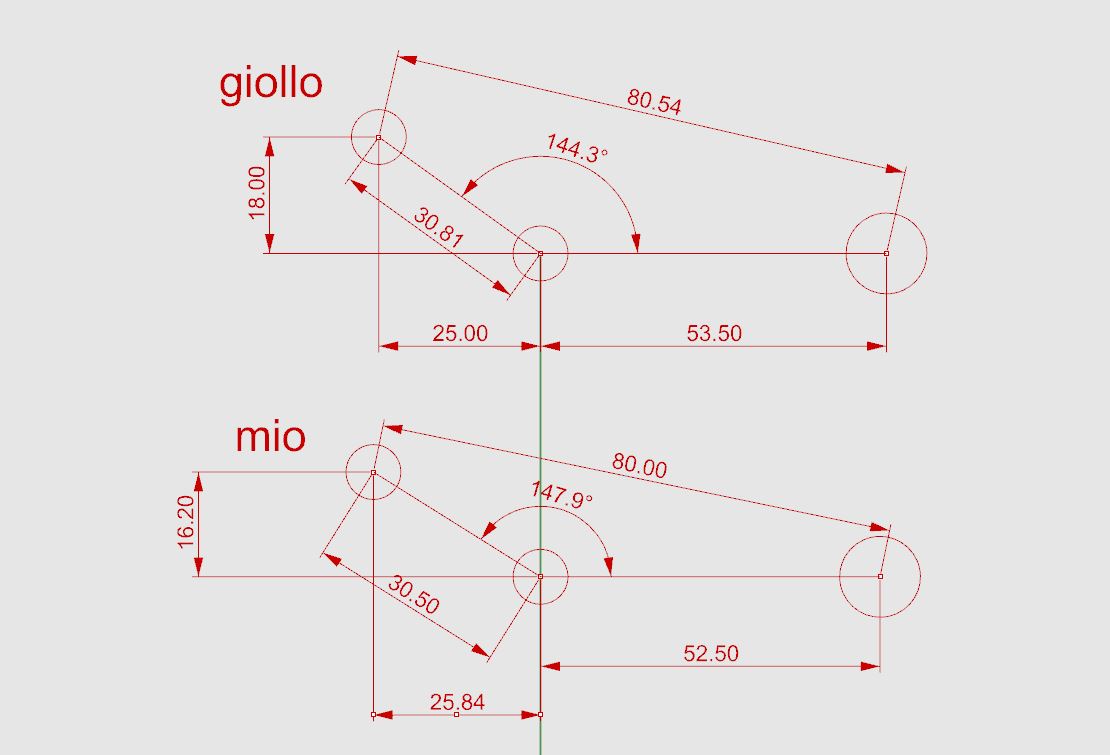
Personalmente non amo lavorare con le misure oblique, creano un sacco di confusione con pochi gradi di errore, quindi aggiungo le misure rilevate da te in rosso.. Io lavoro sempre in X e Y ma grossomodo siam lì, però i miei fori son calibrati. Con queste quote è stata stampata quella di Gabriele, oltre che la mia ed è andato ok.
Anche nell'YSS e nell'originale si deve tornire un pelo la boccola, altrimenti verrebbe troppo sottile la battuta.
Dell'asse invece devo trovare il disegno, comunque ho riscontrato che il foro interno varia da mozzi in mozzi; nella mia Et3 era pure 23.7, nello Specialino invece 23.5, nello specialino di Gabriele invece 23.3 addirittura!
Credo che i kit commerciali abbiano una misura molto piccola per andare bene a tutti, io i miei li ho fatti sempre precisi; che il pernetto si tenga anche sulla circonferenza, o in parte di essa, mi fa stare più tranquillo
le cose si fanno interessanti , il mio a 53,5 non entrerebbe non entrava a 52 ! anche l'angolazione cambia se la usassi nel mio mozzo il perno non starebbe in piano .comunque provo a tagliarne uno per curiosità e posizionarlo giusto per capire .
Sul mio non ho utilizzato fori calibrati da 8 e 12 più che altro per via dell'angolazione che sapevo non essere perfetta, ma volevo essere sicuro di riuscirlo a montare e provarlo ( il primo che ho fatto era sbagliato e l'ho buttato ) e soprattutto non volevo ci fossero tensioni oltre a quelle che deve già sopportare e poi capendo me ne farò un altro con le misure definitive .
anche io un perno che non si infila bello preciso nel mozzo non lo utilizzerei mai , per me il bello di farselo da soli non è risparmiare ma è farselo come esteticamente piace di più e sopratutto poterne controllare la precisione , in sostanza calzarselo su misura !

-
 1
1
-
-
comincio a mettere due misure tanto per capire se risultano a tutti così .
elenco un paio di dubbi da risolvere prima di dare per certe queste misure .
la lunghezza del perno di 41 dovrebbe essere assodata ma togliendo la battuta ( esagonale nel mio caso ) arriveremmo a 38.5 io nel bitubo ho dovuto stringere le due boccole di tenuta perchè erano precise a 41 mm , non so gli altri ammortizzatori che misura sono , il tutto mantenendo la rondella già presente in originale nella battuta del perno forcella .
i fori contando che ho forato 8,5 mm e 12,5 mm sono corretti e non sforzano in nessun punto per cui le distanze dovrebbero essere corrette .
Chi avesse riscontrato misure differenti me le comunica che le provo e le confronto .
-
3
-
-
le ho usate come partenza ma qualcuna non si legge e qualcuna non mi combacia per quello volevo confrontarmi con chi ne ha già fatto uno .
evvai per la gara di appalto !
a misure confermate ne disegno due o tre versioni e poi decidiamo come procedere .
-
Vi ringrazio per i complimenti , vorrei confrontare le misure con Gabriele 82 per verificare che siano tutte corrette e poi posso mettere tutti i disegni .
Volendo ho anche un fornitore onesto che potrebbe farmi un preventivo per tutti i pezzi magari fatti i test proviamo a fare un GDA .
-
provare per credere , con 50 euro cambi completamente il carattere vespa ,se tornassi indietro non compravo bitubo race da 200 euro
-
2
-
-
Oggi ho fatto poca strada , ma la vespa cambia radicalmente , la sensazione è che in frenata è molto più stabile ma diventa molto rigida e nervosa la guida sta sera ci farò un giro più lungo e cerco di svitare ancora la molla
-
Concordo che l 'alluminio non dia il massimo della sicurezza , ma il perno in compenso entra molto all'interno , e per poter uscire deve uscire completamente per 6mm il che vuol dire che il pezzo in alluminio è completamente andato ed è 18 mm di spessore ( solo 5 mm nella battuta dei dadi ) tutto può essere ma ho letto nel forum che qualcuno ha usato del ferro da 3 mm , non ci credo sia più resistente alla flessione di 18 mm di alluminio .
Comunque da domani lo tengo ben controllato !
-
Devo fare qualche modifica perché mi manca qualche decimo ma sono soddisfatto dell'estetica !
-
8
-
-
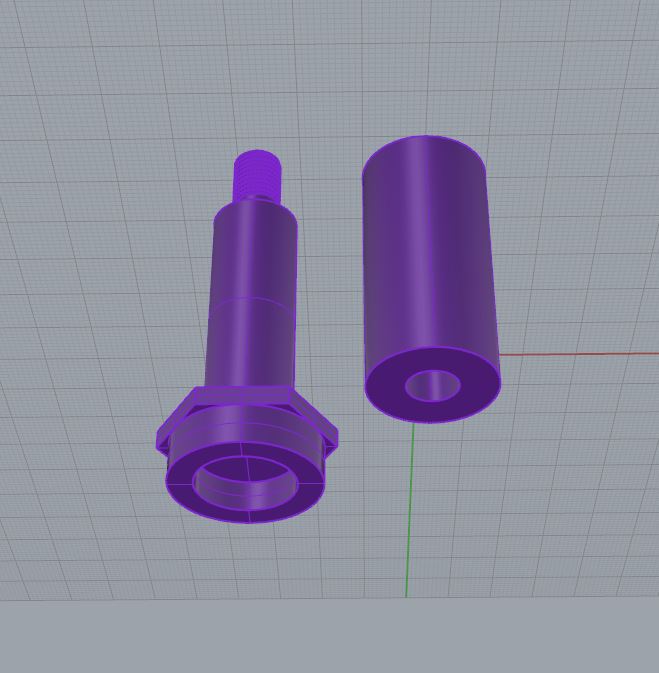
Se leggi su ho usato un bullone con testa da 24 e tornito a 23,75 quello che rimane mi serve come battuta la cosa bella è che entra di circa 6 mm molto vicino all ' ingranaggio del conta km così mi da più sicurezza
-
1
-
-
oggi spero di provarlo !
-
3
-
-
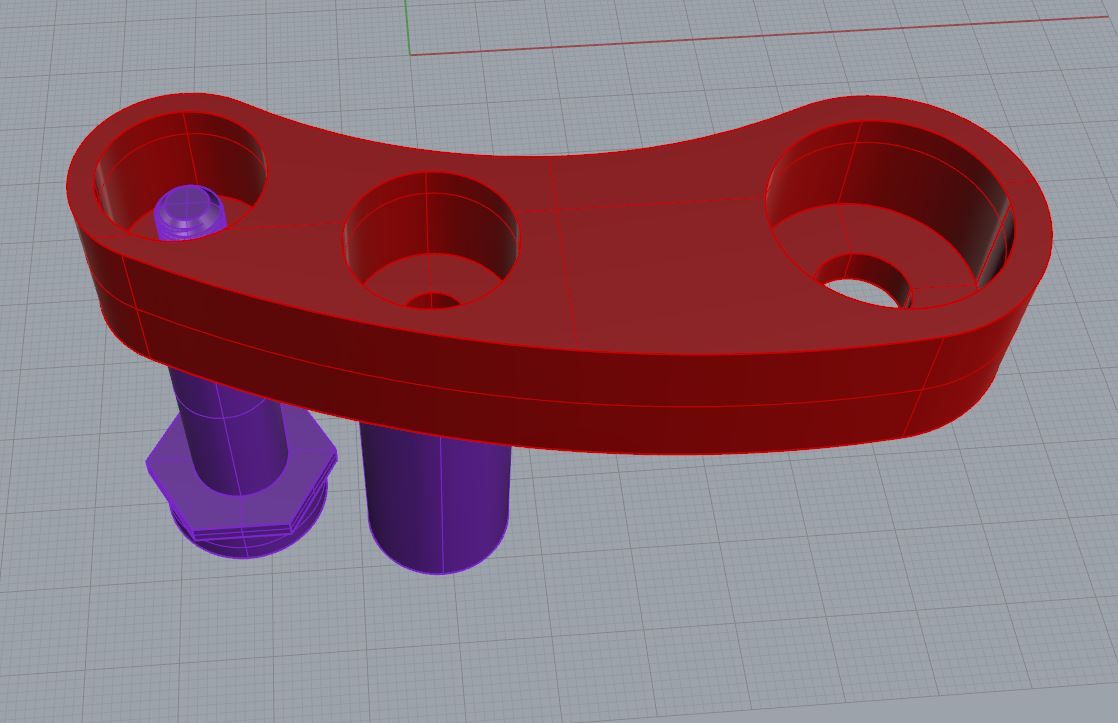
le rifiniture estetiche e la forma sono solo particolari , il vero dubbio per me è se 4mm di alluminio bastano a reggere le sollecitazioni di un ammortizzatore ? e se il sistema ad incastro del perno dove c'è il dado del mozzo all'interno ( io vorrei farlo entrare di almeno 5mm all'interno ) è abbastanza sicuro oppure se serve un grano dal fianco per vincolarlo ?
Un utente del forum mi pare volesse fare la lastra tipo crimaz in alluminio , io ho voluto utilizzare tutto lo spessore del biscotto per rinforzare speriamo che basti !
lo terrò sotto controllo ! -
bella idea , peccato che non sono in grado di farlo , pensavo ad un banale tappo a scatto .
-
1
-
-
fresato !
la forma è bellissima , ora decido se fare tre tappini fresati oppure lasciare a vista i dadi .
-
2
-
-
Avevo quello e ho usato quello , se funziona pubblico i progetti quotati così chi ha i dei contatti li può sfruttare ! La forma del biscotto mi sembrava più stilosa ma è l'ultimo dei problemi .
-
1
-
-
io sto preparando questo con biscotto in alluminio avional fresato dal pieno e perno ricavato da un vite con testa da 24mm e filetto M 8 in testa e una bussola ne perno centrale per fare battuta
-
4
-
-
ti do anche la mia impressione che ho appena fatto un m1 d56 che ho voluto assolutamente rapportato corto in quanto io sono pesante circa 100 kg e ed arrivavo da un polini che non tirava la quarta , allora ora ho montato 25/72 con quarta Z48 ti garantisco che 1a e 2a potrei anche non averle uso sempre solo terza e quarta ed abito in collina e non ho un motore con le performance che avrà il tuo sicuramente .
Se io fossi in te penserei ad uno rapportatura tipo space mav.sp dove la 1a è più lunga e 2a 3a e 4a sono più ravvicinate abbinate ad una campana 27/69 e poi correggi .
Se tornassi indietro la farei così anche perchè non bisogna pensare solo alla velocità che esprime a 10000 giri ma anche a quella che fa appena sotto coppia per poterti muovere in economia e relax .








 lo terrò sotto controllo !
lo terrò sotto controllo !
Anti-affondo forcella
In Telaio Assetti e Regolazioni
Inviata · Modificato da asso99
Il saper misurare viene di conseguenza quando usi un cnc con una precisione al centesimo a meno che non allarghi i buchi dopo , è più facile dire che questi mozzi non siano precisi per mille motivi , quindi chi produce in serie lascia buchi con tolleranze più ampie sicuramente .se leggi indietro ci sono altre due indicazioni di misure e sono differenti dalle nostre ( 52 e 53 ) vuol dire 4 mozzi 4 misure !